


Høykvalitets ERW Tube Mill linje



Produksjonsbeskrivelse
φ219×6.0 høyfrekvent rettsøm sveiset rørproduksjonslinje brukes hovedsakelig til å produsere elektrisk sveisede stålrør med φ60~φ219mm og veggtykkelse på 2,0~6,0 mm, og kan også produsere kvadratiske og rektangulære rør og spesialformede rør som ikke overstiger rekkevidden til runde rør.API 5L rør kan produseres senereved å legge til nødvendig utstyr.Produksjonslinjen er designet og produsert på grunnlag av å fordøye og absorbere lignende utstyr i inn- og utland, kombinert med mitt lands nasjonale forhold, dristig innovasjon og lytter mye til brukernes meninger.Utstyret er økonomisk, pålitelig og stabilt.
Produksjonsområde
| Parametere | Rundt rør | Firkantet rør | Rektangelrør |
| Rørstørrelse | 88-219 mm | 90×90 – 170×170 mm | 40×60–200×100 mm |
| Tykkelse | 2,0-6,0 mm | ≤5,0 mm | ≤5,0 mm |
| Materiale | Varm- og kaldvalset, Galvanisert stål, Svart stål Lavkarbonstål, lavlegert stål Stål | ||
| Hastighet | 10M/min~45M/min | ||
| Lengde | 6-12m | ||
| Maks.Spolevekt | 15 tonn | ||
Grunnleggende parameter
| Lavkarbonstål og lavlegert stål | σB≤520mpa σS≤345mpa | |
| Stålspiral | indre diameter | φ650-φ710mm (skal bestemmes) |
| Ytre diameter | φ1100–φ2000mm | |
| Rullevekt | ≤15 tonn | |
| Stripebredde | 190-690 mm | |
| Elektrisk installert kapasitet | ca 1200KVA | |
| Trykkluftkapasitet | 2m3/min 4-7Kg/cm2 | |
| Kjølevæskekapasitet | 50 tonn/time | |
Merk: Installasjon av produksjonslinjeutstyr krever at høyden på verkstedet (avstanden fra toppen av kranbanen til bakken) skal være større enn 6 meter, spennvidden er 18 meter, og lengden er 110 meter.Det anbefales å bruke én 15T og 5T kran.
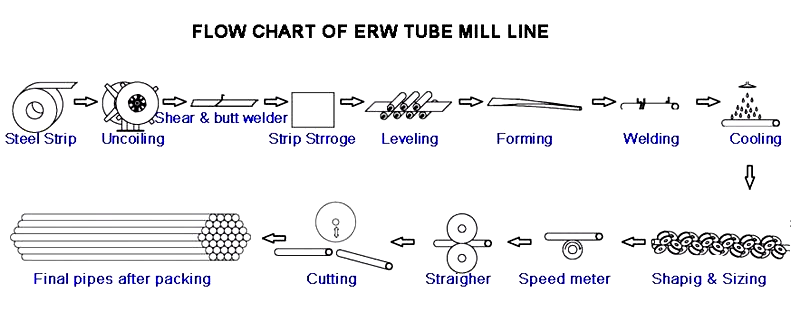
Produksjonsprosess
Avrulling → rett hode, klypeavretting → skjærende stumpsveising → løkker → forming, høyfrekvenssveising, avgrading, online sinkpåfylling, kjøling, dimensjonering, grovretting → dimensjonering av flygende sag → inspeksjon og oppsamling → pakking →Veing → Merking → Lagring
Utstyrsammensetning og hovedparametre for hver maskin
| Bruk | Den brukes til å akseptere stripspolen, transportere den til decoileren og løfte stripspolen til midten av spolehodet | ||
| Struktur | Den er sammensatt av materialstativ, reisemekanisme, oljesylinder, styreskinne, etc. | ||
| Kapasitet | ≤15T | Vent | Hydraulisk |
| Flyttemodus | Motor med cykloid reduksjonsdrift | ||
| Bruk | Brukt i forbindelse med avrulleren, trekkes stålstrimmelhodet fra avrulleren og sendes til nivelleringsmaskinen for utjevning | ||
| Struktur | Pressrulleanordning, spadehodeanordning, retthodeanordning | ||
| Bredde | 190–690 mm | Diameter | φ1100–φ2000mm |
Horisontal akkumulator
| Bruk | Den brukes til å lagre båndstål, kontinuerlig mate rørsveisemaskinen og sikre kontinuerlig produksjon av rørsveisemaskinen. | ||||||
| Bredde | 190–690 mm | Tykkelse | 2,0-6,0 mm | ||||
| Klassifisering | Horisontal løkker
| Ved hjelp av klipsmatingsenhet, løkkerkropp, utladningsenhet og elektrisk kontrollenhet | |||||
| Motor | 5,5KWx15 | Fôringshastighet | Vmax=120 m/min | ||||
| Diameter | 7,0m | Kapasitet | 28T | ||||
Hovedparameter
| Motor og hoveddrivsystem | Motoren bruker likestrømsmotor, modellkraft200Kw, 1000 rpm, to sett med hovedredusering |
| Reduser | Girkassen er drevet av spiralformet vinkelgir, materialet til vinkelgir er 20CrMnTi, karburert og bråkjølt, og modulen er 14. Bokskroppen vedtar en underboksstruktur, som er praktisk for vedlikehold. |
| Horisontalt rullstativ (bytte av portal-side-ut-type) | 1. Horisontal rulleaksel diameter φ130mm, materiale 42CrMo, høyfrekvent bråkjøling 2. Bunndiameter på rull: 220mm 3. Det er en sikkerhetspute under den horisontale rulleakselen, som har funksjonen som overbelastningssikkerhetsforsikring, som kan beskytte transmisjonen og girkassen til reduksjonen |
| Vertikalt rullestativ | vertikal rulleaksel diameter φ80mm, materiale 40Cr, høyfrekvent bråkjøling |
| Klem rull | fem-rull ekstrudering |
| Skrapesveising | manuelt hurtigløft, kan justeres frem og tilbake og opp og ned, lett å justere |
| Forming og dimensjonering av drivakselen | Steyr drivakselen |
| Produksjonshastighet | 15–40m/min. |
|
Formingsseksjonsarrangement:
| anti-hoppanordning vertikal mating med fem ruller: V HVHVHVHVVV HVHVH |
| Sveiseseksjonsarrangement | guide, fem-rull ekstrudering, skrape, polering, kjøling |
| Størrelsesseksjonsarrangement:
| VHVHVHVHVHVH 2 sett turtellerruller med tyrkiske hoder |




